 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





sự miêu tả
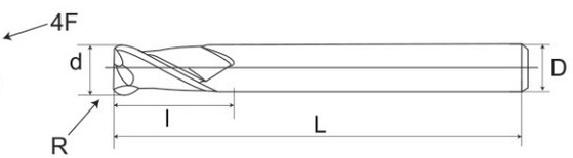
máy nghiền kết thúc bóng 2 flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6μm


|
d |
tôi |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
máy nghiền kết thúc bóng kéo dài 2 flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6 mm m


|
d |
tôi |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
điều kiện cắt
|
vật liệu chế biến |
gang sắt dễ uốn |
carbon stee thép aalloy ~ 750n/mm2 |
thép carbon \ thép hợp kim 30 giờ |
phs \ qt thép 40hrc |
thép không gỉ |
phs \ qt thép ~ 50 giờ |
||||||
|
d (mm) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2,5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
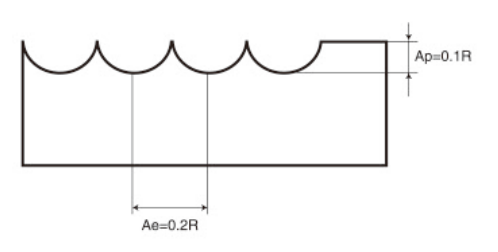
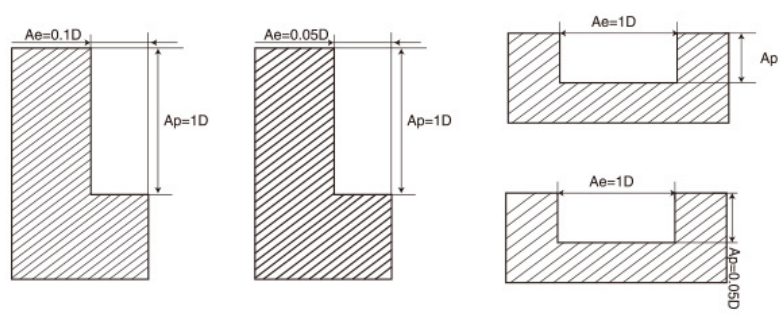
độ sâu cắt tối đa |
|
 |
||||||||||
◆ sự tham gia đặc biệt :
1. bảng này là giá trị tiêu chuẩn cho phay bên. khi công cụ được rãnh, rpm phải là 60% ~ 80% bảng bên dưới và fedates phải là 50% ~ 70% là giá trị tiêu chuẩn.
2. vui lòng sử dụng công cụ máy công cụ và công cụ có độ chính xác cao.
3. vui lòng sử dụng làm mát không khí hoặc cắt chất lỏng không dễ dàng tạo ra khói.
4. phay bên được khuyến nghị để phay xuống.
5. nếu độ cứng của máy công cụ và phôi kém, độ rung và âm thanh bất thường sẽ xảy ra. tại thời điểm này, rpm và fedates trong bảng dưới đây nên giảm theo từng năm.
6. giữ công cụ nhô ra càng ngắn càng tốt mà không cần can thiệp.
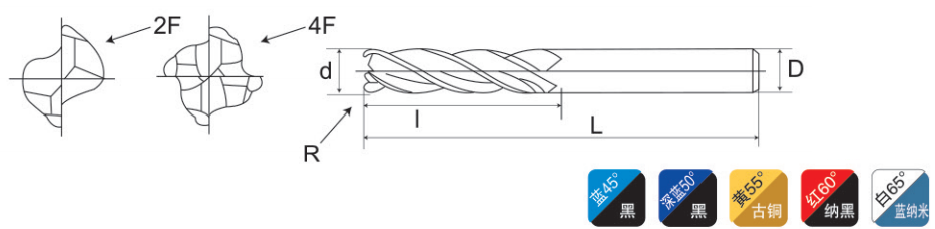
máy nghiền mũi tròn 2-flute/4-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6μm
2f

|
d |
tôi |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
mill 2-flute/4-flute extend vòng tròn
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6μm
|
d |
tôi |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ sự tham gia đặc biệt :
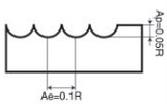
1. bảng này là giá trị tiêu chuẩn cho phay bên. khi công cụ được rãnh, rpm phải là 60% ~ 80% bảng bên dưới và fedates phải là 50% ~ 70% là giá trị tiêu chuẩn.
2. vui lòng sử dụng công cụ máy công cụ và công cụ có độ chính xác cao.
3. vui lòng sử dụng làm mát không khí hoặc cắt chất lỏng không dễ dàng tạo ra khói.
4. phay bên được khuyến nghị để phay xuống.
5. nếu độ cứng của máy công cụ và phôi kém, độ rung và âm thanh bất thường sẽ xảy ra. tại thời điểm này, rpm và fedates trong bảng dưới đây nên giảm theo từng năm.
6. giữ công cụ nhô ra càng ngắn càng tốt mà không cần can thiệp.
điều kiện cắt
|
2flute |
||||||||||||||||||||
|
vật liệu chế biến |
gang sắt dễ uốn |
thép carbon thép aalloy ~ 750n/mm2 |
thép carbon thép aalloy ~ 30hrc |
phs \ qt thép ~ 40hrc |
thép không gỉ |
phs \ qt thép ~ 50 giờ |
||||||||||||||
|
d (mm) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
vòng / phút (min-¹) |
liên đoàn (mm/phút) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
độ sâu cắt tối đa
|
 |
|||||||||||||||||||
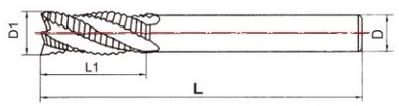
máy nghiền đầu cuối ống thẳng cacbide cacbua (sáo tiêu chuẩn)
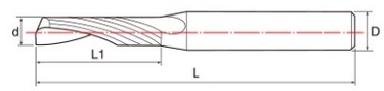

các ứng dụng máy cắt phay: thép không gỉ, gang, nhôm, đồng, than chì, nhựa, vật liệu composite, hợp kim titan, niken, thép chống nhiệt, thép không hợp kim, thép hợp kim thấp <24 giờ, thép hợp kim cao
<30hrc 、 thép cứng 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
đặc điểm kỹ thuật |
đặc điểm kỹ thuật |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
cacbua rắn ba hoặc bốn flute mũi mil


các ứng dụng máy cắt phay: thép không gỉ, gang, nhôm, đồng, than chì, nhựa, vật liệu composite,
hợp kim titan, niken, thép chịu nhiệt, thép không hợp kim, thép hợp kim thấp <24 giờ, thép hợp kim cao <30hrc, thép cứng 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
đặc điểm kỹ thuật |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
cuộc điều tra
các loại sản phẩm liên quan
- thanh cacbua vonfram tùy chỉnh của trung quốc
- bộ dụng cụ khởi động mill cnc mill
- nhà máy sản xuất cacbua vonfram được xi măng trung quốc
- dữ liệu trung quốc cnc cnc end mills
- trung quốc cacbua vonfram vonfram
- trung quốc cnc endmill
- nhà cung cấp nhà máy cuối cùng của trung quốc cnc
- công cụ cắt cacbua xi măng trung quốc
- cnc bit cacbide end mill
- 1 8 kết thúc cnc mills
- thanh cacbua rắn kennametal
- vòng cuộn vonfram cacbua

