 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





sự miêu tả
phương pháp tính toán điều kiện làm việc của nhà máy kết thúc
|
● tốc độ cắt (tốc độ tuyến tính) tính toán vc khoảng cách mà một điểm trên chu vi của lưỡi dao kết thúc di chuyển mỗi phút có thể được tính bằng cách sử dụng công thức sau: |
|

|
v = tốc độ cắt (m/phút) π=3.14 d = đường kính (mm) n = tốc độ quay (mm-¹) |
|
● tốc độ xoay tính toán vòng quay số lượng vòng quay mỗi phút của trục chính cơ học giữ nhà máy cuối có thể được tính bằng công thức sau: |
|
 |
n = tốc độ quay (mm-¹) v = tốc độ cắt (m/phút) π=3.14 d = đường kính (mm) |
|
● tỷ lệ thức ăn tính toán tỷ lệ thức ăn tốc độ thức ăn của bàn làm việc mỗi phút có thể được tính bằng công thức sau  f = tốc độ thức ăn (mm/phút) n = tốc độ quay (mm-1) z = số sáo f = tốc độ thức ăn của sáo (mm/1flute) |
|
|
● thức ăn cho răng tính toán thức ăn của thức ăn khoảng cách mà một điểm trên chu vi của lưỡi dao kết thúc di chuyển mỗi phút có thể được tính bằng cách sử dụng công thức sau:  f = tốc độ thức ăn của sáo (mm/1flute) f = tốc độ thức ăn (mm/phút) n = tốc độ quay (mm-1) z = số sáo |
|
|
● thời gian làm việc tính toán thời gian làm việc thời gian cần thiết để cắt vật liệu phôi có thể được tính bằng cách sử dụng công thức sau  tc = thời gian làm việc (tối thiểu) l = tổng chiều dài làm việc (chiều dài vật liệu làm việc + đường kính lưỡi máy kết thúc) f = tốc độ thức ăn (mm/phút) |
|
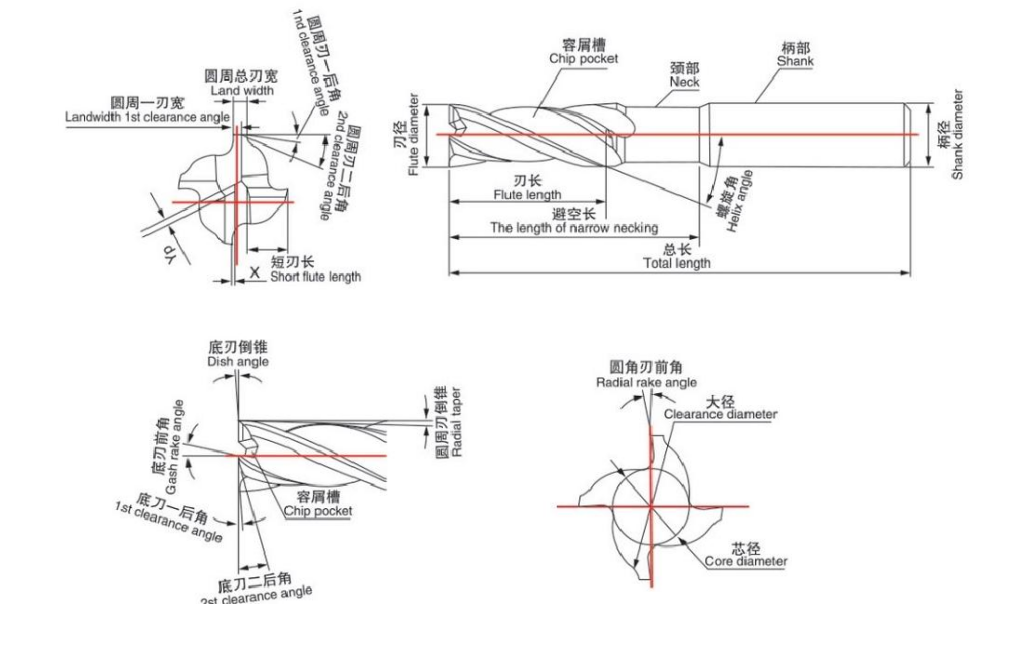
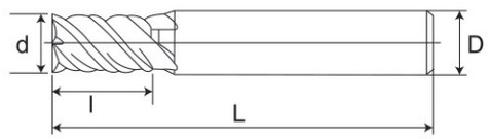
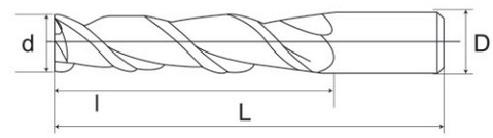
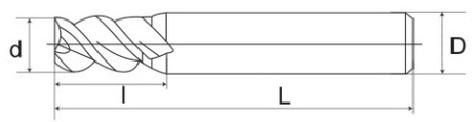
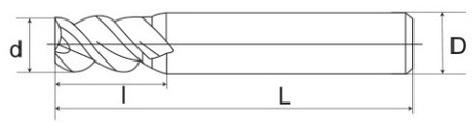
tên của từng phần của máy cắt phay
sê -ri máy cắt phay
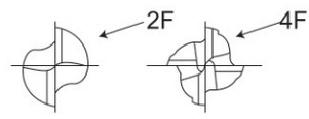
end mill type end mill shape

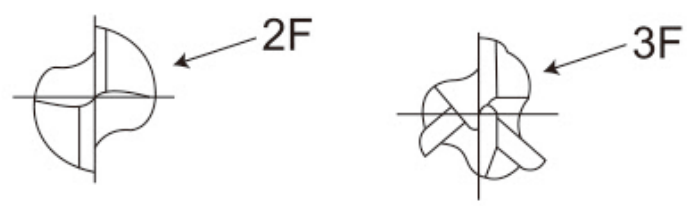
các nhà máy kết thúc 2 flute/4-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6μm

|
d |
tôi |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
máy nghiền kết thúc kéo dài 2-flute/4-flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6 mm m
|
d |
tôi |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ sự chú ý đặc biệt :
1. bảng này là giá trị tiêu chuẩn cho phay bên. khi công cụ được rãnh, tốc độ phải là 60% ~ 80% bảng bên dưới và tốc độ thức ăn phải là 50% ~ 70% là giá trị tiêu chuẩn.
2. vui lòng sử dụng công cụ máy công cụ và công cụ có độ chính xác cao.
3. vui lòng sử dụng làm mát không khí hoặc cắt chất lỏng không dễ dàng tạo ra khói.
4. phay bên được khuyến nghị để phay xuống.
5. nếu độ cứng của máy công cụ và phôi kém, độ rung và âm thanh bất thường sẽ xảy ra. tại thời điểm này, tốc độ và tốc độ thức ăn trong bảng dưới đây nên giảm theo từng năm.
6. giữ công cụ nhô ra càng ngắn càng tốt mà không cần can thiệp.
điều kiện cắt
|
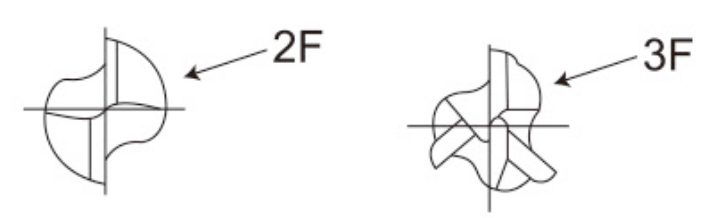
2 sáo |
|||||||||||||||
|
vật liệu chế biến |
gang sắt dễ uốn |
thép carbon \ thép hợp kim |
thép carbon \ thép hợp kim ~ 30hrc |
phs \ qt thép ~ 40hrc |
thép không gỉ |
phs \ qt thép ~ 50 giờ |
|||||||||
|
dia (mm) |
rpm (min-) |
tích cực (mm/phút) |
vòng / phút (min-¹) |
nuôi dưỡng (mm/phút) |
vòng / phút (min-) |
nuôi dưỡng (mm/phút) |
vòng / phút (min-¹) |
nuôi dưỡng (mm/phút) |
rpm (min-¹) |
tích cực (mm/phút) |
vòng / phút (min-¹) |
nuôi dưỡng (mm/phút) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 sáo |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
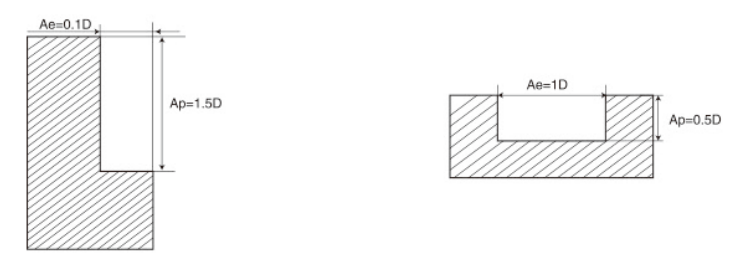
độ sâu cắt tối đa |
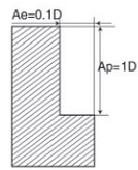 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
máy nghiền kết thúc 2 flute/3 flute cho hợp kim nhôm
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5grain kích thước = 0,6 mm m

|
d |
tôi |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
hợp kim nhôm 2 flute/3 flute
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 kích thước hạt = 0,6μm

|
d |
tôi |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ sự chú ý đặc biệt :
1. bảng sau đây cho thấy các giá trị tiêu chuẩn cho phay bên. khi công cụ được rãnh, tốc độ phải là 60% ~ 80% bảng bên dưới và tốc độ thức ăn phải là 50% ~ 70% là giá trị tiêu chuẩn.
2. vui lòng sử dụng công cụ máy công cụ và công cụ có độ chính xác cao.
3. vui lòng sử dụng làm mát không khí hoặc cắt chất lỏng không dễ dàng tạo ra khói.
4. phay xuống được khuyến nghị cho phay bên.
5. nếu độ cứng của máy công cụ và phôi kém, độ rung và âm thanh bất thường sẽ xảy ra. tại thời điểm này, tốc độ và tốc độ thức ăn trong bảng dưới đây sẽ giảm theo từng năm.
6. giữ công cụ nhô ra càng ngắn càng tốt mà không cần can thiệp.
điều kiện cắt nhôm
|
2flute |
||||
|
vật liệu chế biến |
hợp kim nhôm |
hợp kim nhôm si≤10% |
||
|
d (mm) |
vòng / phút (min- ') |
nuôi dưỡng (mm/phút) |
vòng / phút (min-¹) |
nuôi dưỡng (mm/phút) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
phòng cắt tối đa
|
cuộc điều tra
các loại sản phẩm liên quan
- mill quảng trường trung quốc
- trung quốc thu nhỏ mills
- công cụ phay cacbua trung quốc
- công cụ phay cho thép
- bộ dụng cụ khởi động mill cnc mill
- nhẫn roll vonfram china
- cnc bọt cutting end mill
- con lăn vonfram cacbua
- cnc 4 mm kết thúc nhà máy
- gia công bit
- công cụ chuyên nghiệp helix
- máy cắt máy cắt cacbua xi măng

